-
 Email: [email protected]
Email: [email protected]
-
 Phone: +86-18021988367
Phone: +86-18021988367
 English
English
পণ্য
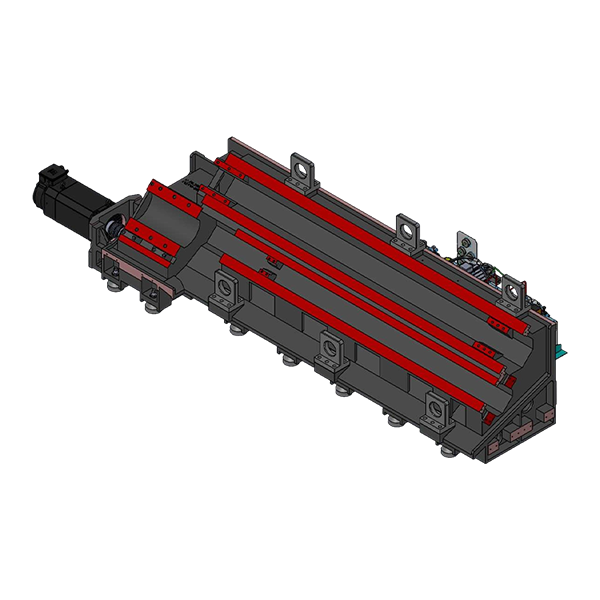
CKX সিরিজ - কাস্টমাইজেবল ডুয়াল-স্পিন্ডল টার্নিং এবং মিলিং মেশিন





- বর্ণনা
- প্রযুক্তিগত পরামিতি
- আমাদের সাথে যোগাযোগ করুন
প্রযুক্তিগত পরামিতি
 | ভিত্তি ভূমিকা |
| স্পিন্ডেল হেড / টর্ক মান | 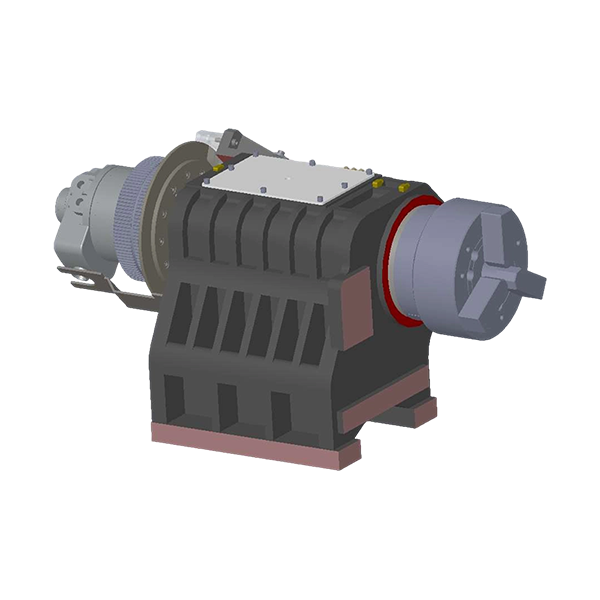 |
 | দুঃখজনক dle · Y-অক্ষ একটি ডবল শক্ত গাইডওয়ে লেআউট গ্রহণ করে, যা কার্যকর স্প্যান বৃদ্ধি করে এবং ফিড কাটার জন্য সর্বোত্তম অনমনীয়তা প্রদান করে। |
| Y-অক্ষের জন্য ক্ষতিপূরণ · এক্স-অক্ষ একটি ডবল-হার্ড-রেল কনফিগারেশন গ্রহণ করে, যা কার্যকর স্প্যান বৃদ্ধি করে এবং ফিড কাটার জন্য সর্বোত্তম অনমনীয়তা প্রদান করে। |  |
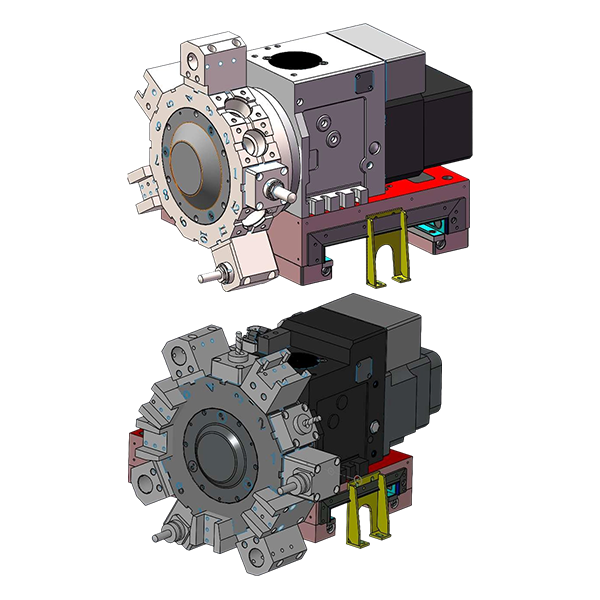 | শক্তি বুরুজ CKX750 |
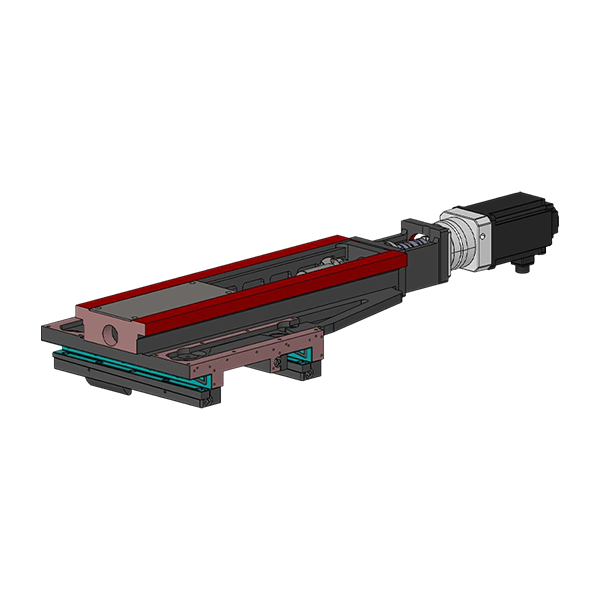
| টেলস্টক W-অক্ষ একটি ডবল শক্ত গাইডওয়ে লেআউট গ্রহণ করে, যা কার্যকর স্প্যান বৃদ্ধি করে এবং সর্বোত্তম ফিড অনমনীয়তা প্রদান করে। |  |
 | বৈদ্যুতিক টাকু CKX750 |
| কেন্দ্র বিশ্রাম |  |


আমাদের সম্পর্কে
নিখুঁত টার্নিং-মিলিং প্রযুক্তির জন্য একচেটিয়াভাবে উত্সর্গীকৃত
, 2015 সালে প্রতিষ্ঠিত, একটি সমন্বিত উত্পাদন এবং ট্রেডিং এন্টারপ্রাইজ হিসাবে কাজ করে, R&D এবং উত্পাদন থেকে বিক্রয় এবং পরিষেবা পর্যন্ত সবকিছু পরিচালনা করে। CNC গ্যান্ট্রি মেশিনিং সেন্টার, সারফেস গ্রাইন্ডার এবং গাইডওয়ে গ্রাইন্ডারের মতো উন্নত মেশিনিং সুবিধা দিয়ে সজ্জিত, আমরা পুরো উত্পাদন প্রক্রিয়া জুড়ে কঠোর মান নিয়ন্ত্রণ বজায় রাখি - কাস্টিং এবং সমাবেশ থেকে শেষ মেশিন বিক্রয় এবং বিক্রয়োত্তর সমর্থন পর্যন্ত। আমাদের মেশিন টুলগুলি তাদের উদ্ভাবনী নকশা, নির্ভরযোগ্য কর্মক্ষমতা, উচ্চ নির্ভুলতা, চমৎকার খরচ-কার্যকারিতা এবং ব্যাপক পরিষেবার জন্য ব্যাপকভাবে স্বীকৃত।
-
0
 এ প্রতিষ্ঠা করুন
এ প্রতিষ্ঠা করুন
-
0+
 বিল্ডিং এলাকা
বিল্ডিং এলাকা
-
0+
 কর্মচারীদের
কর্মচারীদের
-
0+
 রপ্তানি দেশ
রপ্তানি দেশ

অনারারি সার্টিফিকেশন
সার্টিফিকেট




আমাদের সর্বশেষ খবর এবং প্রদর্শনী মনোযোগ দিন
 সব খবর দেখুন
সব খবর দেখুন
খবর এবং অন্তর্দৃষ্টি
-
 শিল্প সংবাদ
শিল্প সংবাদ -
শিল্প সংবাদ
-
শিল্প সংবাদ
-
শিল্প সংবাদ
শিল্প জ্ঞান
যখন টার্ন-মিল কম্পোজিট আসলে "লেদ মিল" বীট করে
ক দক্ষ মেশিনিং টার্ন-মিল কম্পোজিট মেশিন টুল এটির সুবিধা দেখায় যখন একটি অংশের একাধিক ডেটাম রূপান্তর (বাঁক, মিলিং, ড্রিলিং, ট্যাপিং, অফ-সেন্টার বৈশিষ্ট্য, কোণীয় গর্ত) প্রয়োজন এবং সহনশীলতা চেইন টাইট। আপনি যদি মেশিনের মধ্যে একটি অংশ সরান, প্রতিটি পুনরায় ক্ল্যাম্প ত্রুটি যোগ করে, সাথে সেটআপ সময় এবং প্রক্রিয়াধীন পরিদর্শনের "লুকানো খরচ" যোগ করে।
- সমাক্ষীয় প্রিজম্যাটিক বৈশিষ্ট্য সহ অংশগুলি: একটি ক্ল্যাম্পিং একাগ্রতা এবং সত্য অবস্থান আরও ভাল সংরক্ষণ করে।
- ঘন ঘন পরিবর্তনের সাথে মাঝারি ব্যাচ: কম ফিক্সচার এবং কম অফসেট অ-কাটিং সময় কমিয়ে দেয়।
- উচ্চ মূল্যের অংশ: প্রক্রিয়াটি একীভূত এবং একটি নিয়ন্ত্রণ ব্যবস্থায় পর্যবেক্ষণ করা হলে স্ক্র্যাপের ঝুঁকি কমে যায়।
আমাদের নিজস্ব লাইনে, আমরা R&D এবং প্রক্রিয়া উন্নতিকে একটি জিনিসের উপর ফোকাস রাখি—টার্ন-মিল কম্পোজিট প্রযুক্তি—তাই পুনরাবৃত্তির গতি বেশি থাকে এবং প্ল্যাটফর্ম হয়ে যায় কম ব্যর্থতার হার সহ আরও পরিপক্ক সময়ের সাথে সাথে
ডেটাম কৌশল: কিভাবে এককেন্দ্রিকতা এবং সত্যিকারের অবস্থান রক্ষা করা যায়
একটি টার্ন-মিল কম্পোজিটে, আপনার সবচেয়ে বড় নির্ভুলতা লাভ প্রায়ই মাইক্রন-স্তরের চশমা অনুসরণ করার পরিবর্তে ডেটাম পরিকল্পনা থেকে আসে। লক্ষ্য হল কার্যকরী পৃষ্ঠগুলিকে সমস্ত ক্রিয়াকলাপ জুড়ে একটি স্থিতিশীল ডেটাম সেটের উল্লেখ করা।
ব্যবহারিক নিয়ম যা সহনশীলতা স্ট্যাক আপ কমায়
- প্রাথমিক লোকেটিং ব্যাস এবং মুখটি প্রথমে ঘুরিয়ে দিন, তারপর মিল বৈশিষ্ট্যগুলি যা সেই পৃষ্ঠগুলির উল্লেখ করে৷
- ক্রিটিক্যাল প্যাটার্ন শেষ করার আগে রুক্ষ করার পর "লুপ বন্ধ" করতে প্রোবিং ব্যবহার করুন।
- কvoid re-clamping unless necessary; if required, re-establish datum using in-spindle probe and dedicated locating features.
- টুলপাথগুলিকে আপনার GD&T-এর সাথে সামঞ্জস্যপূর্ণ রাখুন: বিকৃতির প্রভাব কমাতে সহনশীলতা শেষ করে এমন পৃষ্ঠতলগুলি শেষ করুন।
ক common buyer mistake is “spec shopping” while ignoring datum discipline. In real production, এক-সেটআপ ডেটাম ধারাবাহিকতা সাধারণত বড় লিভার হয়।
বি-অক্ষ বনাম ফিক্সড মিলিং: আপনি কী লাভ করবেন, আপনাকে কী নিয়ন্ত্রণ করতে হবে
কdding a B-axis (or equivalent multi-axis milling capability) expands the feature envelope—angled faces, compound holes, freeform milling—without secondary setups. The tradeoff is that calibration and process discipline matter more.
| সামর্থ্য | সেরা ফিট অ্যাপ্লিকেশন | মূল নিয়ন্ত্রণ পয়েন্ট |
|---|---|---|
| স্থির-কোণ মিলিং | স্লট, ফ্ল্যাট, বল্টু বৃত্ত | টাকু থেকে কাজ অফসেট স্থায়িত্ব |
| বি-অক্ষ/মাল্টি-অক্ষ মিলিং | কngled holes, impellers, complex faces | ঘূর্ণমান অক্ষ ক্রমাঙ্কন তদন্ত যাচাই |
যদি আপনার যন্ত্রাংশগুলি চালু করা স্টকে বেশিরভাগ 2.5D মিলিং হয়, তাহলে আপনার সম্পূর্ণ মাল্টি-অক্ষের প্রয়োজন নাও হতে পারে। কিন্তু আপনি যদি তা করেন, নিশ্চিত করুন যে নির্মাতার একটি প্রমাণিত ক্রমাঙ্কন পদ্ধতি রয়েছে এবং যাচাইকরণের রুটিনগুলিকে সমর্থন করে—এখানেই একটি R&D-কেন্দ্রিক প্রস্তুতকারক মালিকানার অভিজ্ঞতাকে আরও মসৃণ করতে পারে।
চিপ কন্ট্রোল: কম্পোজিট মেশিনিং-এ আপটাইমের লুকানো নির্ধারক
টার্ন-মিল কম্পোজিট কাটিং মিশ্র চিপের ধরন তৈরি করে: লং টার্নিং চিপস, ভাঙ্গা মিলিং চিপস এবং স্ট্রিং ড্রিলিং চিপস। চিপ ইভাকুয়েশন প্রসাধনী নয়—এটি সারফেস ফিনিশ, টুল লাইফ, স্পিন্ডেল লোড অ্যালার্ম এবং এমনকি অক্ষ পরিধানকে প্রভাবিত করে যদি চিপগুলি পুনরায় সঞ্চালন করে।
প্রক্রিয়ার মধ্যে প্রকৌশলী কি
- বাঁক জন্য চিপ-ব্রেকার জ্যামিতি ব্যবহার করুন; অতিরিক্ত খাওয়ানোর দ্বারা চিপ ভাঙ্গার জন্য "জোর" করবেন না যদি এটি শেষের ক্ষতি করে।
- সিকোয়েন্স অপারেশন তাই ভারী বাঁক চিপগুলির নীচে সূক্ষ্ম মিলিং বৈশিষ্ট্যগুলিকে কবর দেয় না।
- উচ্চ-চাপের কুল্যান্ট গভীর তুরপুন, বিভাজন এবং আঠালো সামগ্রীর জন্য সবচেয়ে মূল্যবান।
- সাব-স্পিন্ডল/সেকেন্ডারি হোল্ডিং এরিয়ার চারপাশে চিপ প্যাকিংয়ের জন্য দেখুন; এটি অপ্রত্যাশিত ডাউনটাইমের একটি ঘন ঘন উৎস।
মেশিনের মূল্যায়ন করার সময়, চিপ ইভাকুয়েশন ডিজাইন এবং সেবাযোগ্যতা সম্পর্কে জিজ্ঞাসা করুন। আসল দোকানে, চিপ স্থায়িত্ব প্রায়ই উত্পাদন স্থায়িত্ব সমান .
তাপীয় আচরণ: কেন "সকাল ভালো, দুপুর খারাপ" ঘটে
কম্পোজিট মেশিনগুলি একটি ঘেরে আরও তাপ উত্সকে কেন্দ্রীভূত করে: প্রধান টাকু, মিলিং স্পিন্ডল, সার্ভোস, বলস্ক্রু এবং প্রায়শই একটি দ্বিতীয় টাকু। তাপমাত্রা বাড়ার সাথে সাথে টুল সেন্টার পয়েন্ট এবং স্পিন্ডল বৃদ্ধি - বিশেষ করে লম্বা অংশ বা গভীর বোরগুলিতে লক্ষণীয়।
নির্ভুলতা স্থিতিশীল করার জন্য দোকান-তল কৌশল
- শুধুমাত্র নিষ্ক্রিয় চলমান নয়, প্রতিনিধি স্পিন্ডেল গতি এবং অক্ষের গতি ব্যবহার করে ওয়ার্ম আপ করুন।
- মেশিনটি একটি স্থিতিশীল তাপীয় অবস্থায় পৌঁছানোর পরে সমালোচনামূলক ব্যাস/বোরগুলি শেষ করুন।
- ক্ষতিপূরণের জন্য প্রোবিং ব্যবহার করুন: একটি রেফারেন্স বৈশিষ্ট্য পরিমাপ করুন এবং চূড়ান্ত পাসের আগে অফসেটগুলি সংশোধন করুন।
- যদি আপনার সহনশীলতা আঁটসাঁট হয়, তাহলে কুল্যান্টের তাপমাত্রা মানক করুন এবং সমাপ্তির সময় ঘেরের দরজা বন্ধ রাখুন।
ব্যবহারিক উপায়: পুনরাবৃত্তিযোগ্যতা তাপীয় সামঞ্জস্য থেকে আসে এক-বারের বেশি জ্যামিতি চেক।
টুল ম্যানেজমেন্ট: কিভাবে সংঘর্ষ প্রতিরোধ করা যায় এবং নন-কাটিং সময় কমানো যায়
যেহেতু টার্নিং এবং মিলিং টুল সিস্টেম একই কাজ খাম ভাগ করে, টুল ম্যানেজমেন্ট একটি উত্পাদনশীলতা লিভার এবং একটি নিরাপত্তা প্রয়োজনীয়তা উভয়ই। সংঘর্ষগুলি প্রায়ই উপেক্ষিত টুলের দৈর্ঘ্যের পরিবর্তন, খারাপভাবে সেট করা কাজের অফসেট, বা টার্নিং এবং মিলিং চক্রের মধ্যে মিশ্র সমন্বয় কনভেনশন থেকে আসে।
প্রমিত নিয়ন্ত্রণ মূল্য মান
- বজায় রাখা a দক্ষ মেশিনিং টার্ন-মিল কম্পোজিট মেশিন টুল যাচাইকৃত গেজ দৈর্ঘ্য এবং স্টিক-আউট সীমা সহ লাইব্রেরি; অনুমতির পিছনে সম্পাদনা লক করুন।
- যত তাড়াতাড়ি সম্ভব অফসেট ড্রিফ্ট ধরার জন্য টুল প্রিসেটার ইন-মেশিন পরিমাপ ব্যবহার করুন।
- বাঁক এবং মিলিং উভয় ক্রিয়াকলাপের জন্য নিরাপদ বিমানকে মানক করা; প্রোগ্রামার প্রতি "কাস্টম নিরাপদ প্লেন" এড়িয়ে চলুন।
- নতুন প্রোগ্রামগুলির জন্য একটি ড্রাই-রান প্রোটোকল প্রবর্তন করুন: হ্রাস করা ফিড, একক ব্লক, এবং চক/চোয়ালের কাছাকাছি সংঘর্ষ-চেক ফোকাস।
এই কারণেই আমরা খুচরা যন্ত্রাংশ এবং প্রযুক্তিগত সহায়তা একটি মেশিনের জন্য নিবেদিত রাখি: দ্রুত প্রতিক্রিয়া আপনি যখন আপটাইম রক্ষা করার চেষ্টা করছেন তখন এটি সবচেয়ে অর্থবহ।
ওয়ার্কহোল্ডিং পছন্দ যা কম্পোজিট মেশিনিং তৈরি বা ভাঙে
টার্ন-মিল কম্পোজিট কাজে, চক এবং চোয়ালগুলি ধরে রাখার চেয়ে বেশি কাজ করে- তারা ডেটামকে সংজ্ঞায়িত করে, বৃত্তাকারকে প্রভাবিত করে এবং স্থানান্তর ক্রিয়াগুলি স্থিতিশীল কিনা তা নির্ধারণ করে। ওভার-ক্ল্যাম্পিং পাতলা দেয়ালের অংশগুলিকে বিকৃত করতে পারে; আন্ডার-ক্ল্যাম্পিং মাইক্রো-স্লিপ সৃষ্টি করে যা পৃষ্ঠের ফিনিস এবং অবস্থানগত নির্ভুলতা নষ্ট করে।
সাধারণ পরিস্থিতি এবং সর্বোত্তম অনুশীলন
- পাতলা টিউব/রিং: উৎপাদনে ব্যবহৃত একই ক্ল্যাম্পিং ফোর্সে বিরক্ত নরম চোয়াল ব্যবহার করুন; স্ট্রেস স্থিতিশীল হওয়ার পরে সমালোচনামূলক আইডিগুলি শেষ করুন।
- লম্বা শ্যাফ্ট: টেলস্টক/সাপোর্ট বা স্থির সমাধান ব্যবহার করুন; গতি বাড়ানোর আগে কম্পন নিয়ন্ত্রণকে অগ্রাধিকার দিন।
- সাব-স্পিন্ডলে স্থানান্তর করুন: একটি লোকেটিং বৈশিষ্ট্য (পাইলট/শোল্ডার) যোগ করুন যাতে দ্বিতীয় গ্রিপ একটি পরিচিত পৃষ্ঠকে উল্লেখ করে।
- চালু স্টক উপর উচ্চ ঘূর্ণন সঁচারক বল মিলিং: চোয়াল serration এবং যোগাযোগ প্যাটার্ন যাচাই; দরিদ্র যোগাযোগ বকবক একটি নীরব উৎস.
আপনি যদি দ্রুত মূল্যায়ন চান: প্রথমে ওয়ার্কহোল্ডিং উন্নত করুন, তারপর পরামিতিগুলি সুর করুন—ওয়ার্কহোল্ডিং পরিবর্তনগুলি সরবরাহ করতে পারে অবিলম্বে ফলন উন্নতি .
বিশেষজ্ঞ
মেশিন টুলের মধ্যে গবেষণা এবং উন্নয়ন, উত্পাদন, এবং বিক্রয় পরিষেবা
শিল্প কাস্টম সিএনসি টার্নিং এবং মিলিং মেশিন এবং CNC টার্নিং এবং মিলিং কম্পোজিট সেন্টার কারখানা.
অভিজ্ঞ কর্মী এবং বিশেষজ্ঞরা আপনাকে সরবরাহ করার জন্য সর্বদা উপলব্ধ
পেশাদার নির্দেশিকা এবং প্রযুক্তিগত সমস্যার সমাধান।
পণ্য
কেন আমাদের
নিউজরুম
কপিরাইট © Xuancheng Huzheng Machinery Trading Co., Ltd. Rights Reserved.

